
Power is Everything – Control is Everything Else
- July 10, 2021
- Posted by: Keith Gabbard
- Category: Abrasive Knowledge
Abrasive Flow Rate Management
In considering the assembly of necessary components for a successful Blast & Paint Shop, adequate Power (Compressor CFM) is the most important element – and the rated CFM will dictate the sizing of all the other essential equipment.
In essence, the Compressor CFM capacity will completely determine maximum available size of Nozzles, Hoses, Connections, Air Dryer size & type, Blast Hose & Air Hose optimum lengths, etc. Each component selection will alter Production Rates, Consumption Rates and overall Blast Shop efficiency.
Once the Compressor and subsequent CFM has been selected, and downstream components are in place, Blast Shop efficiency will be determined almost entirely by how accurately the Abrasive Flow Rate is optimized – all other variables being equal – that is utilizing the same Blaster, same substrate, same environmental conditions, etc.
So how does the Blaster control the Abrasive Flow Rate? And how does the Blaster know what the optimum flow rate is?
Abrasive Metering Valves are used to control Abrasive Flow Rates. They consist predominately in one of 2 designs –


The Flat Sand Valve will adjust Media Flow from zero to wide open with only ¼ turn of the handle (from the 6 O’clock position to the 9 O’clock). Therefore, subtle adjustments in Abrasive Media Flow using Flat Sand Valve is very difficult.
On the other hand, Microvalve type Metering Valves will adjust Media Flow from zero to wide open – however, it will take a full 4 to 5 complete revolutions of the handle to do so. Therefore, control of precise Media Flow with Microvalves is a much easier task compared to Flat Sand Valves.
The reason the finer Media Flow is important is because different Abrasive Media will be optimized at different flow rates. In fact, different Sieve Sizes of the same Abrasive Media will optimize at different flow rates.
How then does the Blaster determine the optimum flow rate?
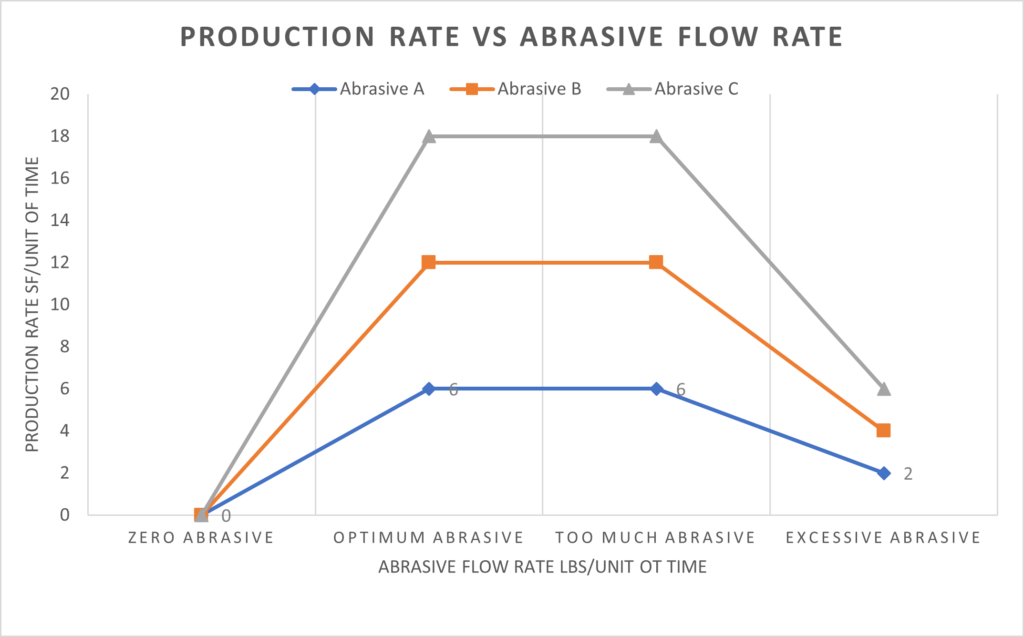
Starting the Abrasive Metering Valve at zero and slowly increasing the flow rate will consistently increase the Production Rate. More abrasive flow – faster blast speed. This relationship between Abrasive Flow Rate and Production Rate will continue until the Production Rate plateaus – that is when additional Abrasive Flow does not translate to greater speed of Production – at which point, the Abrasive Flow Rate is OPTIMIZED.
After the optimization point, increasing Abrasive Flow will be met with level or flat Production Rate – will not increase or decrease.
However, at some point the Abrasive Flow rate will be so excessive that the bounce back at the substrate will interfere with incoming abrasive – and the Production Rate will DECREASE. See graph below:
 During the Blasting operation, the Optimum Point is visually characterized by a stream of air/abrasive exiting the nozzle in a manner that is barely visible (slight blueish haze).
During the Blasting operation, the Optimum Point is visually characterized by a stream of air/abrasive exiting the nozzle in a manner that is barely visible (slight blueish haze).
Once again, each abrasive, and each Sieve Size will have slightly different Optimum Points – so ease of implementing fine Abrasive Flow adjustments is paramount – which is why we recommend Microvalve type Metering Valves (that have easy Clean-out features) vs. Flat Sand Valves with much less fine control.
In conclusion, Blast Shop efficiency can be achieved with carefully chosen Compressor CFM and the subsequent component selection. Then, ultimate Blast Shop efficiency will be the result of maintaining the Optimum Point – that is the fastest Blast Production Rate – coincident with the least amount of Abrasive Consumption – via the Abrasive Metering Valve and taking charge of the Abrasive Flow rate.